During this week the team completed the first delivery of the Integrator Project. The members of the group were asked to develop a report on the project of riveted joints with the following objectives:
Sizing aluminum rivets;
Sizing the thickness of the carbon steel plate;
Determine the Position of rivets on the plate;
Model the riveted joint in CAD 3D
Present the calculation memorial and mechanical drafting of the riveted joint.
First the team determined the type of rivet to be used in the riveted gasket. Based on the design specifications and the needs of the same, it was opted for the choice of rivet with the round head for its extensive use and the permissibility of superficial protrusions on the junta. The sizing of the same according to the ABNT EB-48/R It is seen in the following figure:
Figure 1: Rivet Sizing
Source: Desenhista de máquinas, 1997, p. 6-37
Then it was classified the request type, based on the characteristic of the loads applied and in the presence or not of movements in the system. Among the classes, type 1 is the one that applies in the design of riveted joints, which consists of a system that is still with constant requests. So according to Norton a static loading analysis is sufficient. For this, if you need to properly draw the free Body diagram (DCL) to correctly identify the forces that act in the system, as shown in Figure 2 below:
Figure 2: Free body diagram of riveted joint
Source: Own Team.
Analyzing the forces acting on the DCL and the second Norton (2013), the following critical sections are defined for analysis of riveted joints:
1. Plate pull failure between rivets
2. Rivet cross section Shear
3. Compressive support failure between rivet and plate
4. Edge Shear in Rivet hole
5. Edge ripping in rivet hole
Then determine how sections to create the project use as failure theories to determine which stresses will cause the material to rupture, and then do the sizing of the joints. Failure theories are fundamental for the determination of criteria for predicting the failure of a given material against a two-dimensional or three-dimensional stress state. Where the most significant factors are a brittleness or ductility of the material and whether it is a metal uniform or non-uniform.
It was necessary to characterize the molten aluminum, and based on the results of mechanical tests performed on the "PI (II) 2017.2" integrators project teams, the cast aluminum did not present Encyclopedie before the fracture. Moreover, according to Norton (2013), in the situation in which they are failures are pressed, subjected to compression, these are compacted, increasing the slip resistance due to the shear stress.
In this way, the melted materials are considered as fragile as non-uniform, due to their tensile strength being different and lower than their compressive strength. This situation can be better understood by figure 3 below, where it shows Mohr's circle for two tests performed on non-uniform metals.
Figure 3 : Mohr circle for non-uniform materials.
Source: Norton, 2013, p.259.
Based on these analyzes, it was decided to use the fault theories for fragile materials under static loading, which are divided into: Modified Mohr Theory I and II and Maximum Normal Voltage Theory.
CALCULATIONS
As non-uniform materials have a compressive strength limit greater than the tensile strength limit, the assumption was made that the compression and tensile limits are the same. However, in spite of this assumption to generate an "oversize" in the project, it will be compensated with the determination of the safety coefficient equal to 1.
In order to determine the average tension that the molten aluminum can withstand, the results of the mechanical tests of the previous quarters were used. as can be seen in the calculations below:
After these analyzes with the values of the tensions that cause the failure in the material found, the Mohr circle was used for the case in which pure shearing occurs, since this is the main request acting on the rivets. In addition to the theory of maximum normal stress, the modified Mohr's theory was used to compare the principal stress values found by the two theories.
As the safety coefficient used is equal to 1, we have:
The results obtained by the two fault theories are the same, so use these voltages to find the maximum shear stress. Thus, the Mohr circle is used for the case where: voltage 1 is equal to the negative of voltage 3, voltage 2 is equal to zero and the maximum shear stress is given by the following equation:
Before choosing the configuration, it was verified if these diameters resist the compression that the plate causes when pulled. However, in order to do this verification it is necessary to dimension the thickness of the plate for organization of the plate considered in the calculation of the diameters. Knowing that the need to calculate the bore diameter, it should be slightly larger than the diameter of the rivet because of the dilation of its useful diameter in the process of embossing the rivet. In the same way as the diameters of the rivets the plate thickness was calculated for each arrangement thereof.
Calculating the plate diameters and thicknesses for each configuration, it is necessary to verify that these will not fail due to compression when the join is drawn and tearing at the edge of the hole respectively. Although an assumption was made for the rim compression breaking stress, this analysis will provide an estimate of the possible rivet failure due to compression
After all the analyzes it was determined that the best option for the design of the riveted joints would be 4 rivets aligned parallel to the width of the plate 2 to 2, respecting the distances between the holes parallel as we can observe in the following calculations:
Thus the thickness of the plate was determined for 4 rivets aligned parallel to the width of the plate 2 to 2, respecting the distances between the holes was determined from the calculations below:
Then the calculation of the compression stress for 4 rivets aligned parallel to the width of the plate 2 to 2, respecting the distances between the holes, as can be observed in the following calculations:
In this way, it is guaranteed that the four 6.36mm diameter rivets and the 6,473mm thick plates will support the requests until the 30kN load at which the rupture should occur.
MECHANICAL DRAFTING
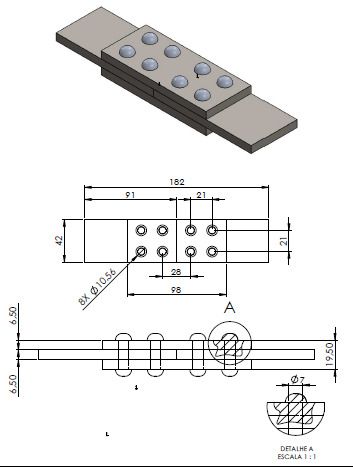
After determining all dimensions of the design, it was possible to complete the mechanical drawings of the riveted joint. The technical details and isometric views of the joint and its components will be presented below:
Figure 4: Isometric view of the riveted joint.
Source: Own Team.
Figure 5: Technical detail of the riveted joint.
Source: Own Team.
Figura 6: Technical detail of rivet before and after riveting.
Source: Own Team.
Figure 7: Technical detail of the outer sheet strip.
Source: Own Team.
Figure 7: Technical detail of the internal sheet strip.
Source: Own Team.