
This week, the JLMP Engineering team began and
finalized the preparation of the metal mold to begin the production of the
rivets. The riveted joints were prepared in order to complete the riveting of
the joints in the following week.
The summary of activities was as follows:
-Metal mold design:
The metal mold is composed of three steel sheets (2
80x12.70 mm sheet metal cuts with 160 mm long and 1 rectangular bar section
45.4 x 25.4 mm and 200 mm long). With the design made by the upgraded team,
ideal tools for machining the mold components were purchased and made
available. Tools such as 12mm straight top milling cutter and 6mm and 11mm fast
steel drill bits.
With the help of the coordinator Guilherme
Oliveira, the perforations were made in the mold, being thus finalized. Before
this aid, the team found it difficult to drill the mold alone, this determined
a wrong procedure causing it to change the number of holes in relation to the
previous project.
Below is a short video of the drilling procedure.
Video 1: Drilling procedure.
Source: Own team.
Image 1: Drilling procedure.

Source: Own team.
-River production:
With the finished mold, it was followed for casting the rivets with the main procedures.
Casting of aluminum;
Image 2: Oven used for aluminum casting

Source: Own team.
Use of release agent in the mold (graphite powder) to facilitate the demolding of the metal;
Heating of the metal mold facilitating the leakage of a material with high temperature;
Image 3: Metal mold heating.

Source: Own team.
Metal leakage;
Image 4: Leaking aluminum in the mold.

Source: Own team.
Demoulding;
Image 5: Mold ready for demolding.


Source: Own team.
Image 6: Demoulding.

Source: Own team.
Image 7: Final product of demolding.

Source: Own team.
Deburring.
Image 8: Deburring rivets already deburred.

Source: Own team.
Image 9: Remains of deburred materials.

Source: Own team.
- Preparation of riveted joints:
At the end of the week, with 4 strips of steel (2 strips of 42x6,5 mm and 115 mm in length and 2 strips of 42x6,5 mm and 125 mm in lenght) were measured and drilled already in the correct positioning for riveting.
Image 10: Rivet joints holes.
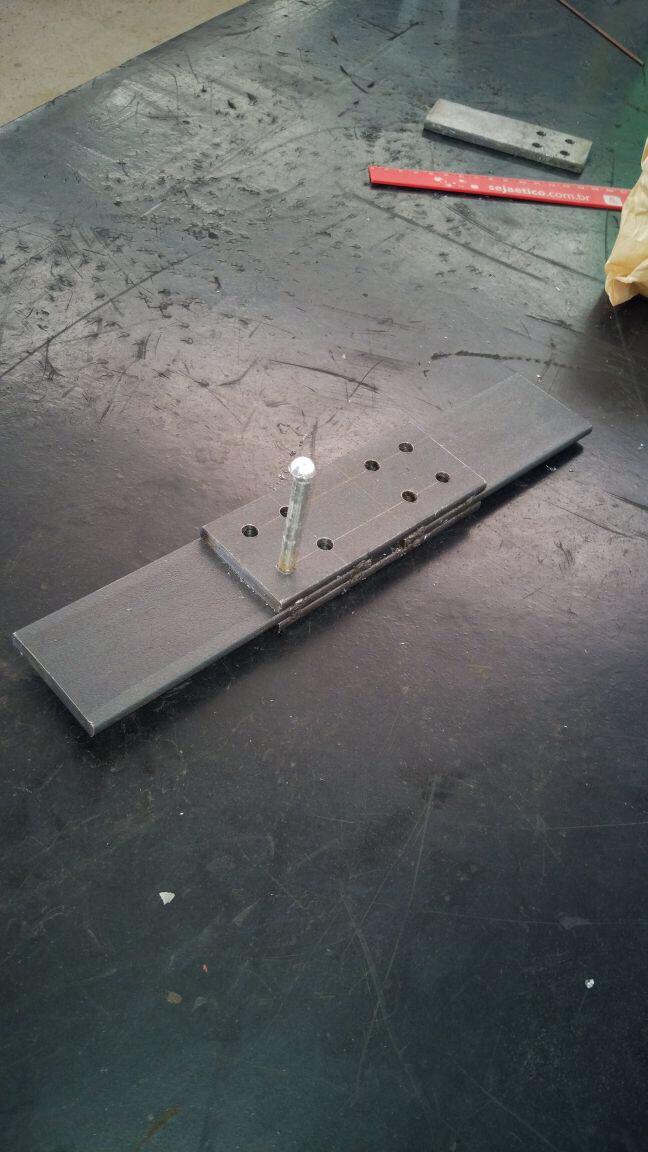
Source: Own team.



Nenhum comentário:
Postar um comentário